

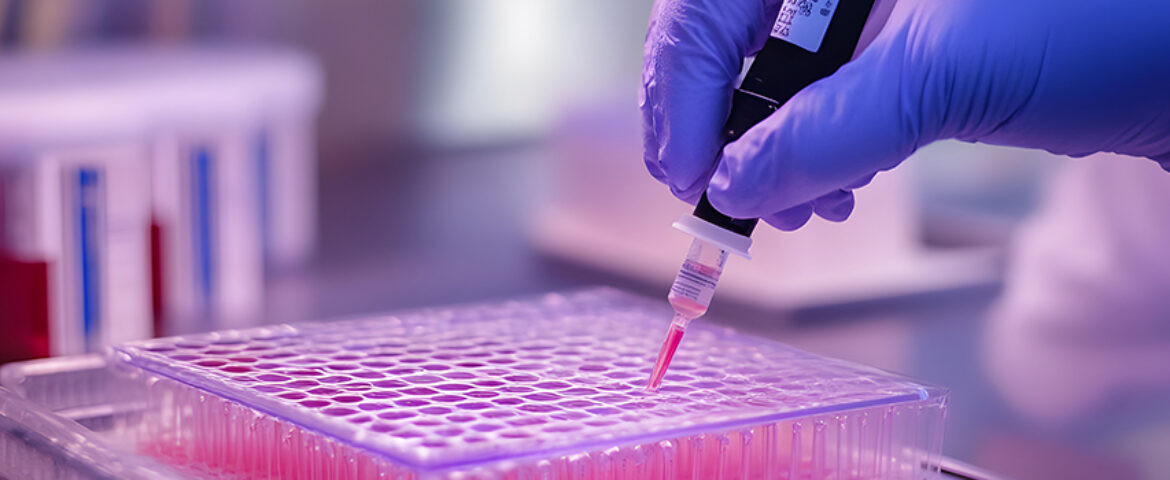
Continuous pharmaceutical manufacturing is transforming the way medicines are produced. Instead of traditional batch methods, continuous processing allows raw materials to move through each step without interruption. This approach offers improvements in efficiency, consistency, safety, and cost. However, when solvents such as Methylene Dichloride (MDC) — also known as Dichloromethane are used in these systems, […]

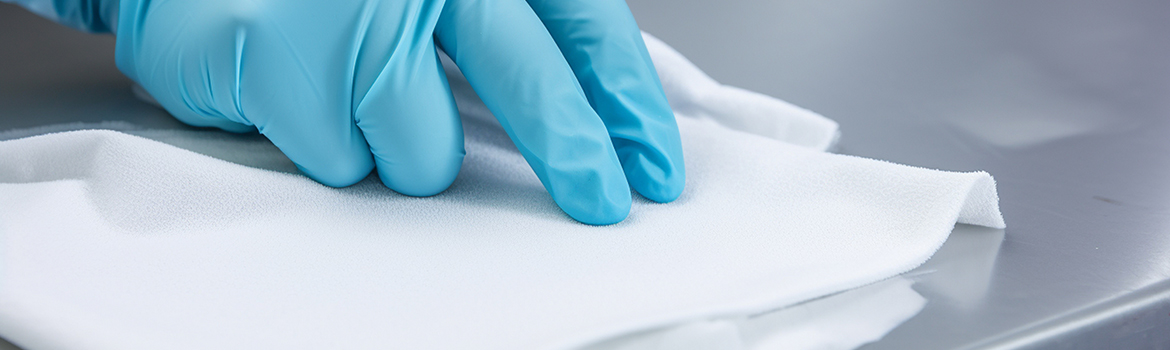
In pharmaceutical, biotechnology, and healthcare industries, cleanrooms are the backbone of contamination control. Maintaining sterile and particle-free surfaces is essential to ensure product quality and patient safety. Isopropyl Alcohol (IPA) wipes are one of the most commonly used tools for surface cleaning and disinfection in these critical environments. However, not all wipes are created equal, […]

Methylene Dichloride (MDC), also known as dichloromethane, has long been a trusted solvent in the pharmaceutical industry. Its unmatched solvency power, versatility, and performance in chemical synthesis make it indispensable in various drug manufacturing processes. However, MDC also comes with toxicity concerns that demand careful management and adherence to safety and environmental standards. This article […]
In pharmaceutical research and quality control, the precision and reliability of analytical results are vital. Among the many solvents used in assay testing, methanol has earned a reputation as one of the most dependable choices. Whether used in chromatographic techniques like HPLC and GC or in spectroscopic analyses, methanol offers the balance of purity, compatibility, […]

Acetone is one of the most versatile solvents in the pharmaceutical industry used across research, production, formulation, and analytical testing. However, not all acetone is the same. The grade of acetone you choose can make a significant difference in safety, performance, and compliance especially when distinguishing between critical and non-critical pharmaceutical applications. In this article, […]

In pharmaceutical and biotechnology industries, the extraction of bioactive compounds is a crucial step in developing high-value products such as active pharmaceutical ingredients (APIs), alkaloids, vitamins, and natural therapeutics. Achieving high purity and yield from complex biological materials requires solvents that can deliver selective, efficient, and controlled extraction. Methylene Dichloride (MDC), also known as Dichloromethane, […]

In the pharmaceutical industry, oral solid dosage forms (OSDs) such as tablets and capsules remain one of the most preferred and widely used drug delivery systems. The quality, stability, and patient acceptability of these products depend not only on their active ingredients but also on the coating process that protects and enhances them. Among the […]

Freeze-drying, also known as lyophilisation, is one of the most valuable techniques in modern pharmaceutical development. It enables the preservation of heat-sensitive drugs, biologics, and vaccines without compromising their structural integrity or efficacy. While the process seems straightforward on the surface, the choice of reagents and solvents used in lyophilisation plays a significant role in […]

The pharmaceutical industry has long relied on natural products as a foundation for drug discovery and development. Among these, alkaloids occupy a unique space. Derived mainly from plants, alkaloids such as morphine, quinine, vincristine, and reserpine have shaped modern medicine. They offer therapeutic effects ranging from pain relief to cancer treatment. Yet, extracting these valuable […]

Injectable drugs represent some of the most critical and sensitive formulations in modern medicine. Since they are delivered directly into the body, bypassing natural barriers like the gastrointestinal tract, every component of their production must meet the highest possible standards. Among the many materials used in injectable drug manufacturing, Isopropyl Alcohol (IPA) holds a central […]

The rise of biologics and injectable therapies has changed modern medicine. Monoclonal antibodies, cell-based therapies, and advanced vaccines now stand at the forefront of treatments for cancer, autoimmune disorders, and infectious diseases. These products are highly complex, delicate, and sensitive to their environment. Unlike small molecules, biologics are vulnerable to degradation from heat, light, pH […]

The development of stable, effective vaccines is a cornerstone of modern public health. From temperature-sensitive mRNA-based platforms to more traditional live attenuated formulations, stability determines shelf life, distribution range, and ultimately, real-world efficacy. One compound playing a quiet but essential role in some vaccine stabiliser formulations is methanol. In pharmaceutical manufacturing, methanol is more than […]
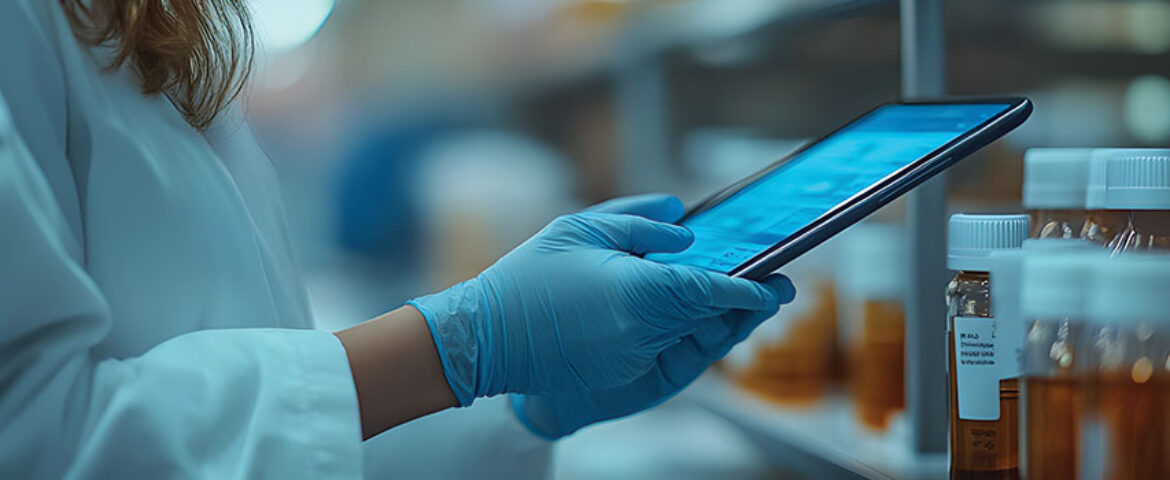
Pharmaceutical products, by their nature, must remain safe, effective, and reliable throughout their shelf life. To guarantee this, stability testing is a cornerstone of drug development and regulatory compliance. It reveals how a formulation holds up under a range of conditions, such as heat, humidity, light, or prolonged storage. But while most conversations around stability […]

In modern pharmaceutical manufacturing, where drug delivery systems have become increasingly complex and patient-centric, microencapsulation plays a central role. This technique allows formulators to finely tune how and when a drug is released in the body, improving therapeutic outcomes and reducing side effects. Behind the scenes, one of the most important materials enabling this precision […]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
At the heart of every pharmaceutical manufacturing unit lies the controlled environment, a space where particulate and microbial contamination must be tightly managed to safeguard product integrity, patient safety, and regulatory compliance. Maintaining cleanliness within these controlled environments such as cleanrooms, sterile processing areas, and packaging zones is a highly specialised process. Among the most […]